+86-15371769898
+86-15371769898 [email protected]
[email protected]
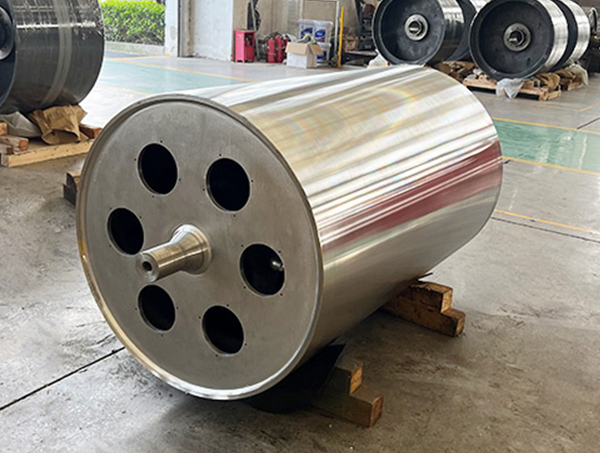
+86-15371769898[email protected]Valjci za zrcalne površine postići svoj završni sjaj visokog sjaja kroz a precizno kontrolirani višefazni proizvodni proces koji kombinira odabir osnovnog materijala, grubu i finu strojnu obradu, više krugova brušenja i završno poliranje kako bi se postigla površinska hrapavost (Ra) od 0,01 do 0,05 mikrometara — dovoljno glatka da reflektira svjetlost poput ogledala. Na ovoj razini profinjenosti površine, valjak može prenijeti svoju završnu obradu izravno na filmove, folije, premaze i laminate tijekom industrijske obrade, čineći kvalitetu površine valjka najvažnijim čimbenikom u kvaliteti gotovog proizvoda.
Hrapavost površine se mjeri pomoću Ra vrijednost (aritmetička sredina hrapavosti) — prosječno odstupanje površinskih vrhova i dolina od srednje linije, izraženo u mikrometrima (µm). Što je niža vrijednost Ra, površina je glađa i više reflektirajuća.
| Površinski razred | Ra vrijednost (µm) | Izgled | Tipična primjena |
|---|---|---|---|
| Standardno obrađeno | 1.6 – 3.2 | Vidljivi tragovi alata | Opći industrijski valjci |
| Fino tlo | 0,4 – 0,8 | Glatki, mat izgled | Standardni valjci za film i papir |
| Polirano do visokog sjaja | 0,05 – 0,2 | Svijetlo, polu-reflektirajuće | Folija za pakiranje, premazani papir |
| Zrcalna površina | 0,01 – 0,05 | Potpuna refleksija u ogledalu | Optički filmovi, dekorativni laminati, precizni premazi |
| Ultra-ogledalo (super finiš) | < 0,01 | Optički savršen odraz | Prikazne ploče, poluvodički filmovi |
Za stavljanje Ra vrijednosti zrcalne površine u perspektivu: ljudska vlas ima promjer od približno 70 mikrometara — zrcalna površina valjka na Ra 0,01 µm je 7000 puta glatkiji od širine jedne vlasi.
Postizanje zrcalne završne obrade počinje mnogo prije bilo kakvog poliranja. Odabir osnovnog materijala izravno određuje koliko se fina završna obrada u konačnici može postići — i koliko dugo će ta završna obrada trajati u uvjetima proizvodnje.
Najčešće korišteni osnovni materijali za valjke sa zrcalnim površinama su:
Nakon odabira osnovnog materijala, prazan valjak se grubo tokari na CNC tokarilici 0,3 do 0,5 mm konačnog promjera . Ovaj dodatak za materijal je namjerno ostavljen kako bi se prilagodio naknadnom brušenju i završnoj obradi bez rizika od podrezivanja dimenzija.
Za čelične valjke, toplinska obrada slijedi nakon grube strojne obrade i ključan je za učinak zrcalne završne obrade:
Brušenje je mjesto gdje površina valjka počinje svoju transformaciju iz grubo obrađenog obrasca u precizni cilindar. Brušenje zrcalne površine valjaka izvodi se u više prolaza s progresivno finijim abrazivnim kotačima , svakim prolazom uklanjajući manju količinu materijala i ostavljajući postupno glađu površinu.
Tipičan redoslijed brušenja za valjak sa zrcalnom površinom:
Tijekom cijelog mljevenja, protok rashladne tekućine, brzina kotača, brzina rotacije obratka i brzina pomaka svi su precizno kontrolirani — odstupanja uzrokuju toplinska oštećenja, tragove klepetanja ili opekotine od brušenja koje se ne mogu popraviti bez ponovnog pokretanja sekvence mljevenja.
Za mnoge zrcalne površine valjaka, a tvrdi površinski premaz nanosi se nakon završnog brušenja kako bi se osigurala kombinacija tvrdoće, otpornosti na koroziju i kvalitete površine osjetljive na poliranje koju sam osnovni materijal ne može pružiti. Tri najčešće tehnologije premazivanja su:
Tradicionalni i najčešće korišteni premaz za valjke za zrcalne površine. Galvaniziranim tvrdim kromom postiže se tvrdoća od HV 850–1.050 i može se polirati do Ra vrijednosti ispod 0,02 µm. Kromirani slojevi 0,05 do 0,2 mm debljine su standardni za industrijske valjke. Inherentna mreža mikropukotina u kromiranoj presvlaci omogućuje određeno zadržavanje maziva, što pomaže u zaštiti površine tijekom kontakta s filmom. Međutim, zbog ekoloških propisa vezanih uz heksavalentni krom (Cr VI), sve se više specificiraju alternativni premazi.
Raspršivanje kisikovim gorivom velike brzine (HVOF) taloži gustu prevlaku od volfram karbida i kobalta (WC-Co) pri vrijednostima tvrdoće od HV 1.200–1.500 — znatno tvrđe od kroma. HVOF premazi gotovo su bez poroznosti, vrlo su otporni na abraziju i koroziju i mogu se polirati do Ra vrijednosti od 0,02–0,05 µm . Oni su poželjan izbor u primjenama gdje je krom zabranjen ili gdje je vijek trajanja valjka u abrazivnim uvjetima kritičan.
Keramički premazi naneseni plazma sprejom nude izvrsnu tvrdoću ( HV 1.000–1.400 ) i izvanrednu otpornost na kemikalije. Krom oksid (Cr₂O₃) keramika posebno se može polirati do zrcalne kvalitete i intenzivno se koristi u valjcima za ispis, premazivanje i kemijsku obradu gdje je kontakt s agresivnim medijima neizbježan.
Poliranje je ono što pretvara precizno brušen ili premazani valjak u pravu zrcalnu površinu. To je radno najintenzivnija faza u cijelom proizvodnom procesu koja ovisi o vještinama i najodgovornija je za konačnu postignutu Ra vrijednost.
Zrcalno poliranje industrijskih valjaka izvodi se u uzastopnim fazama uz upotrebu sve finijih abraziva:
Svaka faza poliranja mora se izvesti s čiste alate i okoliš bez kontaminacije — jedna čestica abraziva iz grubljeg stupnja ostavljena na površini valjka stvorit će ogrebotinu koja prodire kroz sve naredne faze finijeg poliranja, zahtijevajući ponovno pokretanje cijelog niza od točke kontaminacije.
Nakon poliranja, svaki valjak za zrcalne površine prolazi rigorozan protokol provjere kvalitete prije nego što se pusti u upotrebu. Ključna mjerenja uključuju:
| Pozornica | Proces | Ostvareni Ra (µm) | Ključni cilj |
|---|---|---|---|
| 1 | Izbor materijala i grubo tokarenje | 3.2 – 6.3 | Uspostavite geometriju i temelje materijala |
| 2 | Toplinska obrada | — | Postići površinsku tvrdoću HRC 58–65 |
| 3 | Višeprolazno cilindrično brušenje | 0,05 – 0,2 | Precizna geometrija, točnost dimenzija |
| 4 | Površinski premaz (krom / HVOF / keramika) | 0,1 – 0,4 | Tvrdoća, otpornost na koroziju, mogućnost poliranja |
| 5 | Sekvencijalno poliranje ogledala | 0,01 – 0,05 | Postignite refleksiju zrcala i konačni Ra |
| 6 | Kontrola kvalitete i dinamičko balansiranje | Provjereno ≤ 0,05 | Potvrdite sve specifikacije prije puštanja u promet |
Valjak s površinom zrcala ne postiže završni sjaj visokog sjaja slučajno ili kroz jedan postupak — to je rezultat šest precizno poredanih faza proizvodnje, od kojih se svaka gradi na zadnjoj , od odabira osnovnog materijala i toplinske obrade preko višeprolaznog brušenja, površinskog premazivanja i konačnog zrcalnog poliranja. Vrijednost Ra postignuta u svakoj fazi postavlja gornju granicu za ono što sljedeća faza može postići, zbog čega se nijedan korak ne može preskočiti ili žuriti. Konačna Ra vrijednost od 0,01 do 0,05 µm koji definira pravi zrcalni valjak predstavlja jednu od najviših razina završne obrade površine koja se može postići u industrijskoj proizvodnji — i izravno određuje sjaj, jasnoću i kvalitetu svakog proizvoda koji valjak dotakne.
Posvećen razvoju i proizvodnji različitih oblika valjaka s različitim strukturama valjaka.
Telefon: +86-15371769898
Email: [email protected]
Dodaj: 9 Lifa Avenue, Chengdong Town, Haian County, Nantong City, Jiangsu Province, Kina
Copyright© 2025 Jiangsu Jinhang Machinery Manufacturing Co., Ltd. Sva prava pridržana.