+86-15371769898
+86-15371769898 [email protected]
[email protected]
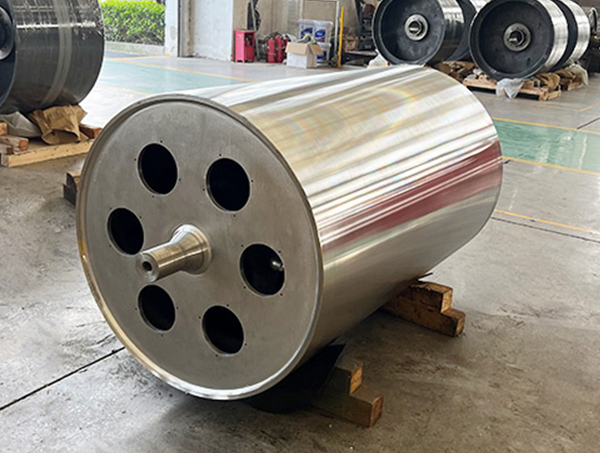
+86-15371769898[email protected]U modernom krajoliku visokoprecizne proizvodnje, "površinska obrada" (morfologija površine) proizvoda često je primarni pokazatelj njegove kvalitete i tržišne vrijednosti. Bilo da se radi o nježnom dodiru vrhunskog papira, zrcalnom sjaju čeličnih ploča visokih performansi ili konzistentnosti debljine specijaliziranih filmova, heroj iza kulisa je industrijski valjak. A Valjak presvučen tvrdom legurom je napredni industrijski alat razvijen posebno da zadovolji zahtjeve proizvodnih linija velike brzine i visoke preciznosti. Za razliku od tradicionalnih čeličnih valjaka ili standardnih kromiranih valjaka, ove jedinice koriste ultra-tvrde materijale kao što su volfram karbid (WC) ili krom karbid (CrC) za stvaranje radne površine koja je praktički imuna na tipično trošenje i habanje industrijskih ciklusa.
Kvaliteta završne obrade površine općenito se mjeri "Ra" vrijednošću (prosjek hrapavosti). U preciznoj proizvodnji, postizanje niske Ra vrijednosti bitno je za smanjenje trenja i povećanje estetske privlačnosti konačnog proizvoda. Valjak presvučen tvrdom legurom poboljšava ovu metriku pružajući nevjerojatno gustu, neporoznu površinu. Budući da je materijal za premazivanje iznimno tvrd, na njemu se ne pojavljuju mikroskopske ogrebotine ili "rupice" uobičajene kod mekših, tradicionalnih valjaka. To znači da bez obzira nalazite li se na prvom metru ili milijuntom metru proizvodne serije, površinska tekstura ostaje vrlo konzistentna, značajno smanjujući stope odbijanja i otpada.
Kada se radi o poboljšanju završne obrade površine, "Youngov modul" ili krutost površine valjka igra odlučujuću ulogu. Kada je valjak pod visokim pritiskom - kao što je u procesu kalandriranja ili laminiranja - standardni materijali mogu doživjeti "mikrodeformacije". Ova trenutna promjena oblika dovodi do neravnomjerne raspodjele pritiska po materijalu, što rezultira teksturom "narančine kore" ili malim varijacijama u debljini.
The Valjak presvučen tvrdom legurom rješava ovo fizičko usko grlo. Njegova površinska tvrdoća obično doseže između 1200 i 1500 HV (tvrdoća po Vickersu), što je znatno više od tvrdoće standardnog kaljenog industrijskog čelika. Ova ekstremna tvrdoća osigurava da valjak zadrži svoj savršeni geometrijski profil čak i pod teškim opterećenjima.
| Značajka | Valjak presvučen tvrdom legurom (Tungsten Carbide) | Standardnoni tvrdi kromirani valjak |
|---|---|---|
| Površinska tvrdoća | 1200 - 1450 HV | 800 - 1000 HV |
| Otpornost na trošenje | 5x do 10x više | Standard |
| Otpornost na koroziju | Izvrsno (kemijska inertnost) | Umjereno (podložno pitingu) |
| Poroznost | < 1% (iznimno gusto) | 2% - 5% (česte mikropukotine) |
| Max servisna temp | Do 500°C (WC) / 850°C (CrC) | Oko 400°C |
| Dugovječnost površine | Iznimna dosljednost | Razgrađuje se kako se krom troši |
U procesima poput ekstruzije plastike, hladnog valjanja metala ili proizvodnje papira, toplina je i alat i prijetnja. Pretjerano trenje između valjka i materijala može stvoriti toplinski stres, što dovodi do "površinskih opeklina" ili "toplinskih pruga" koje uništavaju vizualni integritet proizvoda. Premazi od tvrde legure obično imaju niži koeficijent trenja u usporedbi s neobrađenim čelikom, omogućujući materijalu da glatko klizi po površini i smanjuje rizik od kidanja površine uzrokovanog povlačenjem.
Standardni valjci često doživljavaju "toplinsko širenje" tijekom dugih vožnji, što može promijeniti "krunu" (profil) valjka i dovesti do neravnomjernog pritiska. Materijali od tvrdih legura, posebno oni koji sadrže keramičke faze, imaju mnogo manji koeficijent toplinskog rastezanja i superiornu toplinsku vodljivost.
Kvaliteta završne obrade površine često je ugrožena "rupicama", koje su obično uzrokovane kemijskim reakcijama između površine valjka i materijala koji se obrađuju ili korištenih sredstava za čišćenje. A Valjak presvučen tvrdom legurom je kemijski inertan, što znači da je otporan na koroziju kiselih ili alkalnih tvari.
Na mekšim valjcima, mikroskopske čestice proizvoda (kao što su papirna prašina, metalni ostaci ili ostaci premaza) mogu se lako ugraditi u površinu—fenomen poznat kao "pokupljanje". Nakon što se to dogodi, ugrađene čestice grebu svaki sljedeći metar proizvoda.
Za B2B donositelje odluka, temeljna poslovna logika valjka presvučenog tvrdom slitinom leži u stabilnosti njegovog "životnog ciklusa površinske obrade". With standard rollers, surface quality starts at 100% and gradually declines as wear sets in, eventually requiring a shutdown for regrinding. Prevlaka od tvrde legure, međutim, održava vrhunske performanse tijekom znatno duljeg vremenskog okvira.
Iako je početno ulaganje u prevlaku od tvrde legure veće od standardne galvanizacije, ROI (povrat ulaganja) nalazi se u nižim troškovima održavanja i većim prinosima:
Koja je tipična debljina prevlake od tvrde legure?
Većina industrijskih premaza kreće se od 0,1 mm do 0,3 mm (100 do 300 mikrona). Iako je tanka, iznimna tvrdoća legure pruža veću zaštitu od nekoliko centimetara standardnog čelika.
Može li se oštećeni valjak obložen tvrdom legurom popraviti?
Da. Za razliku od nekih jednokratnih toplinskih obrada, premazi od tvrde legure mogu se skinuti i ponovno nanijeti (ponovno nanositi površinu). To korisnicima omogućuje ponovnu upotrebu skupe čelične jezgre više puta, što je čini održivom dugoročnom investicijom.
Kako se HVOF premaz razlikuje od standardnog plazma prskanja?
HVOF (High-Velocity Oxy-Fuel) proizvodi puno veće brzine čestica, što rezultira premazom s jačom čvrstoćom veze, većom gustoćom i manjom poroznošću (obično manje od 1%). To ga čini preferiranim postupkom za industrijske valjke koji zahtijevaju vrhunsku površinsku obradu.
Što je bolje za moju industriju: volframov karbid ili krom karbid?
Volfram karbid nudi najjaču otpornost na habanje za okruženja ispod 450°C. Ako vaši radni uvjeti prelaze 500°C i uključuju visoko korozivno okruženje, krom karbid je bolji izbor.





Posvećen razvoju i proizvodnji različitih oblika valjaka s različitim strukturama valjaka.
Telefon: +86-15371769898
Email: [email protected]
Dodaj: 9 Lifa Avenue, Chengdong Town, Haian County, Nantong City, Jiangsu Province, Kina
Copyright© 2025 Jiangsu Jinhang Machinery Manufacturing Co., Ltd. Sva prava pridržana.