+86-15371769898
+86-15371769898 [email protected]
[email protected]
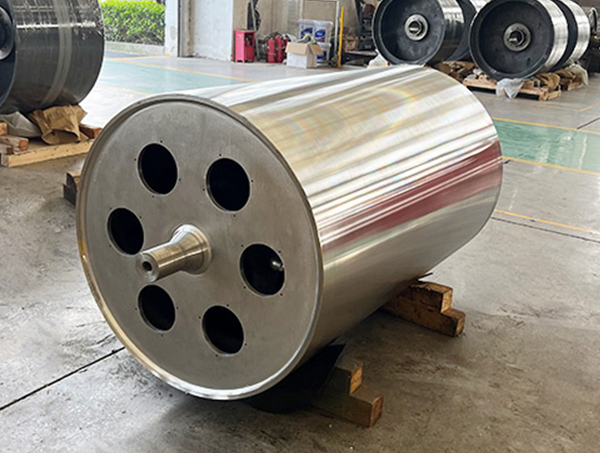
+86-15371769898[email protected]U kontinuiranim linijama za kaljenje moderne proizvodnje čelika, Valjak za gašenje vodom služi kao fizička okosnica, noseći užarene čelične ploče ili profile. Njegovo radno okruženje jedno je od najnapornijih u industrijskom svijetu. Tijelo valjka ne samo da mora podnijeti mehanička opterećenja od nekoliko tona, već mora održavati i dinamičku ravnotežu između ekstremnih površinskih temperatura (preko 900°C) i unutarnjeg vodenog hlađenja pod visokim pritiskom.
Ovaj ekstremni temperaturni gradijent postavlja gotovo nemoguće zahtjeve za fizikalna i kemijska svojstva materijala. Neispravan odabir materijala dovodi do preranog "puknuća od vatre" na površini valjka i može uzrokovati savijanje ili deformaciju tijela valjka. To zauzvrat izravno utječe na ravnost i metriku performansi konačnog čeličnog proizvoda. Stoga je razumijevanje metalurške logike iza odabira materijala srž osiguravanja dugoročnog stabilnog rada proizvodne linije.
Suština procesa kaljenja je brzo hlađenje, a Valjak za gašenje vodom je primarno sredstvo za ovaj proces. Kada užareni čelik prijeđe preko valjka, kontaktna površina se trenutno zagrijava; dok se valjak okreće, to se isto područje brzo hladi raspršenom vodom ili unutarnjom cirkulacijom. Ovaj neumorni toplinski ciklus vodeći je uzrok kvara valjaka.
Toplinski zamor očituje se kao mreža finih pukotina na površini valjka, koje se u industriji obično nazivaju "pukotinama od vatre". Ovaj fenomen proizlazi iz nejednolikog širenja i skupljanja površinskog sloja materijala pod drastičnim temperaturnim razlikama. Kada ta ciklička naprezanja prijeđu granicu elastičnosti materijala, mikroskopske pukotine započinju i šire se prema unutra.
Za odgovor na ovaj izazov, visoke performanse Valjak za gašenje vodoms obično koriste lijevano željezo s visokim sadržajem kroma ili specijalizirane legure na bazi nikla. Dodavanjem Krom (Cr) i Nikal (Ni) na matricu, otpornost materijala na oksidaciju i otpornost na toplinski udar značajno su poboljšani. Vrhunski odabir legure osigurava da valjak održava nizak koeficijent toplinskog širenja tijekom čestih ciklusa zagrijavanja i hlađenja, čime se usporava stvaranje pukotina i produžuju intervali održavanja.
U okruženjima s velikim opterećenjem i visokom temperaturom, metalni materijali prolaze sporu, ali nepovratnu plastičnu deformaciju poznatu kao jeza . Za valjke za kaljenje koji zahtijevaju izuzetno visoko poravnanje i koncentričnost, ova deformacija je fatalna.
Kvalificirani Valjak za gašenje vodom mora imati izvrsnu "crvenu tvrdoću" - sposobnost održavanja dovoljne čvrstoće čak i kada svijetli crveno. Ako granica razvlačenja materijala naglo padne kako temperatura raste, valjak će podvrgnuti "puzanju" pod velikim opterećenjem, što dovodi do vibracija tijekom transporta. To ne samo da oštećuje sam valjak, već također uzrokuje udubljenja ili neravnomjerno hlađenje na površini čelične ploče.
U metalurškim formulacijama, dodatak Molibden (Mo) učinkovito povećava temperaturu rekristalizacije čelika, povećavajući njegovu otpornost na puzanje. Vanadij (V) pročišćava strukturu zrna i poboljšava ukupnu žilavost materijala. Ovaj specifični kemijski dizajn omogućuje industrijskim valjcima za gašenje da zadrže svoj savršeni geometrijski oblik čak i pod ekstremnim pritiskom, osiguravajući dosljednu kvalitetu u daljnjim proizvodima.
Okolina za gašenje često je zasićena visokotemperaturnom parom i raznim kemijskim dodacima, što čini otpornost na koroziju i oksidaciju Valjak za gašenje vodom jednako kritičan kao i njegova toplinska čvrstoća.
Na visokim temperaturama metalne površine lako reagiraju s kisikom i stvaraju kamenac. Ako materijal valjka ima slabu otpornost na oksidaciju, nastala ljuska se može oljuštiti i zalijepiti za vruću čeličnu ploču, uzrokujući udubljenja ili ogrebotine. Legure s visokim sadržajem kroma tvore gusti, zaštitni pasivacijski sloj na površini valjka, učinkovito blokirajući daljnji prodor kisika i osiguravajući da površina čelične ploče ostane glatka poput zrcala.
Moderni valjci za gašenje često imaju unutarnje spiralne dizajne kanala za hlađenje za ravnomjerno odvođenje topline. Međutim, cirkulirajuća rashladna voda može sadržavati ione koji s vremenom mogu dovesti do unutarnje rupičaste korozije. Odabir materijala s izvrsnom otpornošću na piting (kao što je nehrđajući čelik 310S ili specijalizirane legure za centrifugalno lijevanje) sprječava prodiranje vode za hlađenje kroz stijenku i ulazak u proizvodnu liniju, izbjegavajući neplanirane zastoje uzrokovane curenjem.
Kako bismo pomogli voditeljima nabave i tehničkom osoblju u procjeni materijala, sljedeća tablica uspoređuje karakteristike glavnih materijala koji se koriste za Valjak za gašenje vodoms :
| Grade materijala | Otpornost na toplinski zamor | jeza Resistance | Otpornost na oksidaciju/koroziju | Tipična primjena |
|---|---|---|---|---|
| High-Cr lijevano željezo | Umjereno | Izvrsno | Izvrsno | Vruće valjanje teške ploče |
| Nehrđajući čelik 310S | Izvrsno | Umjereno | Izvrsno | Opća toplinska obrada |
| Centrifugalno lijevana legura | Izvrsno | Izvrsno | Izvrsno | Linije velike brzine, visoke preciznosti |
| 40Cr legirani čelik | Umjereno | Umjereno | Umjereno | Prijevoz u zoni niskih temperatura |
| Legure nikla/kobalta | Iznimna | Iznimna | Iznimna | Zrakoplovstvo/specijalni čelik |
Osim odabira osnovnog materijala, tehnologija površinske obrade ključna je varijabla u povećanju povrata ulaganja (ROI) za Valjak za gašenje vodoms .
Korištenje Gorivo s kisikom velike brzine (HVOF) tehnologijom prskanja, na površinu valjka može se nanijeti tanak, ali iznimno čvrst sloj volfram karbida ili legure kroma. Ovaj "oklop" ne samo da nekoliko puta povećava otpornost na habanje, već također sprječava "kupljanje metala". Pri obradi osjetljivih vrsta čelika, ova tehnologija značajno smanjuje stopu grešaka uzrokovanih lijepljenjem metala.
Obradivost materijala također utječe na performanse. Vrhunski materijali omogućuju inženjerima da dizajniraju složenije unutarnje staze protoka, čime se eliminiraju "vruće točke" uzrokovane akumulacijom topline. Ujednačeno temperaturno polje značajno smanjuje toplinsko naprezanje, a u kombinaciji s ispravnim materijalom može povećati ukupni životni vijek valjka za više od 50%.
P1: Kako mogu znati treba li zamijeniti valjak za gašenje vodom?
A: Potražite duboko širenje "vatrenog pucanja" na površini, izmjerite prelazi li radijalno odstupanje tijela valjka ograničenja i provjerite je li izlazna temperatura unutarnje rashladne vode nenormalno visoka.
P2: Zašto je centrifugalno lijevanje bolje od statičkog lijevanja za valjke za gašenje?
A: Centrifugalno lijevanje koristi centrifugalnu silu za uklanjanje poroznosti i troske, što rezultira mnogo finijom i ujednačenijom zrnastom strukturom, što dovodi do vrhunske otpornosti na toplinske udare pri visokim temperaturama.
P3: Hoće li nedovoljan protok vode za hlađenje odmah oštetiti valjak?
A: da Čak i s vrhunskim legurama na bazi nikla, površinske temperature će izmaći kontroli bez unutarnjeg hlađenja, što dovodi do nepovratne krtosti mikrostrukture ili teške deformacije.
Posvećen razvoju i proizvodnji različitih oblika valjaka s različitim strukturama valjaka.
Telefon: +86-15371769898
Email: [email protected]
Dodaj: 9 Lifa Avenue, Chengdong Town, Haian County, Nantong City, Jiangsu Province, Kina
Copyright© 2025 Jiangsu Jinhang Machinery Manufacturing Co., Ltd. Sva prava pridržana.